
1. Raw Material Handling
We begin with verified mill-certified bars or billets. Each piece is cut to the required length, deburred, and tagged with its heat and lot number for full traceability through the entire forging and heat treatment process.
2. Preheating
The billets are heated in either gas-fired or induction furnaces to reach the appropriate forging temperature range.
Steels: around 900–1200 °C
Inconel & Superalloys: typically between 1010–1150 °C, as per specification.
Core temperature is carefully monitored using infrared or thermocouple sensors to ensure uniform heating before forging.

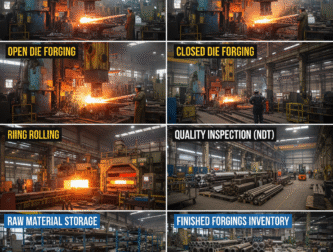
3. Open-Die Forging
Using manipulators, the heated billet is positioned under a hammer or hydraulic press. Through a series of compressions, turns, and draws, the shape and grain flow are developed. Reheating is done as required to maintain the correct forging temperature and prevent material defects.
4. In-Process Control
During forging, each pass and size reduction is monitored. Temperature records are maintained, and care is taken to avoid harmful temperature zones — especially for Duplex alloys, which must not linger in the 700–1000 °C range to prevent intermetallic formation. Efficient material transfer and quick handling are key to maintaining quality.
5. Finish Forging
The final forging step produces a slightly oversized component to allow for machining. Straightening is carried out while the part is still at a safe temperature, ensuring alignment and structural integrity. Components are then directed immediately to the respective heat treatment routes based on material type.
Inconel (e.g., 718):
Components are solution treated around 1850–1900 °F (1010–1040 °C), followed by aging near 1450 °F to achieve the required precipitation hardening. Depending on specification, two-stage solution and aging treatments may also be applied to optimize mechanical properties.
Duplex / Super Duplex Stainless Steels:
A full solution anneal is performed above 1040 °C, with soak time based on section thickness, followed by rapid water quenching. Stress-relieving cycles are avoided, and exposure to 280–450 °C or 700–1000 °C is minimized to prevent embrittlement and phase imbalance.
Carbon & Alloy Steels:
Depending on the desired final properties, steels may undergo normalizing, quenching, and tempering or annealing. Suitable quenchants are selected based on the section size and required hardness profile.
Cleaning:
Forgings are shot-blasted or descaled to remove oxide and surface scale, preparing them for further inspection and machining.
Rough Machining:
Initial machining operations like turning, facing, and boring are carried out to the drawing allowances. Datum references are maintained in line with the grain flow direction to preserve mechanical strength.
Inspection:
Dimensional checks, hardness testing, ultrasonic (UT), positive material identification (PMI), and other non-destructive tests are performed as per customer or standard requirements. Duplex phase balance and Inconel hardness/strength are verified against heat treatment records.
Final Operations:
Each component is marked, protected, and packed for dispatch. Complete documentation — including heat numbers, heat treatment charts, inspection and NDT reports, and certificates — accompanies the shipment to ensure full traceability and customer confidence.

Scope of Forging Consultancy Services We offer comprehensive forging c
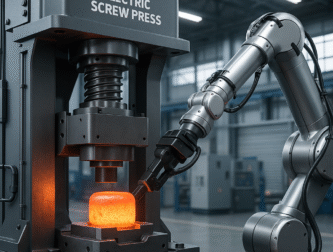
Screw Press for Titanium and Aluminum Screw Press for Titanium and Alu
Forging is more than shaping heated metal — it is a process that dem
Set up your complete forging line with expert consultant Amit Singh. F
India Best Young Forging Consultant Amit Singh
Electric Screw Press: Types, Benefits, Advantages, and Services Electr
Adhvika Forge Tech offers advanced Electric Screw Presses (250–8500

🇮🇳 Aluminum Alloy Forging आज भी भारत में �
Expert Forging Consultant Amit Singh specializes in Die Design, Forgin

Blog: The Art and Science of Forging: A Key Player in Manufacturing Ex
we specialize in providing end-to-end services for the installation an
Why Electric Screw Press Offers the Cheapest Forging Cost Introduction

We handle complete services for all types of forging presses, includin

Adhvika Forge Tech manufactures Direct Drive (DD) Forging Presses powe
Adhvika Forge Tech’s Bangalore factory delivers world-class forging
Join us at IMTEX FORMING 2026 and explore how Forging Consultant can h
Claw Pole Forging Solution – Complete Turnkey Process for Automob
Get expert Forging Consultancy Services from Forging Consultant – tu
High-performance materials like titanium, alloys & composites drive ae
Aluminum forging is a manufacturing process in which aluminum alloy is
Turnkey Solutions from design to production we gives you best Turnkey
Top 10 Electric Screw Press Brand & Manufacturers Top 10 Electric Scre

Automotive Drivetrains to Connect the Driveshaft to the Transmission o
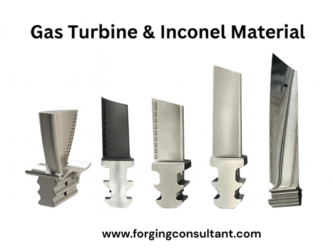
Inconel,Nimonic,Hastelloy,Nickel, Stellite Forging Solution
The cost of a 1000 Ton Electric Screw Press depends on whether you’r
Complete Hip Stem Forging Line Setup by Forging Consultant Precision F
Amit Singh is a leading forging consultant offering expertise in plant
Forging Consultant provides the best turnkey solutions for bombshell p
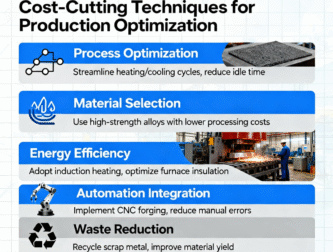
Cost-Cutting Techniques in Forging: Optimize Production Without Compro
Automation in forging with robots cuts cycle time by 40%, boosts outpu
Explore how 10 per kg forging rates are becoming the benchmark for ind
Open Die Forging Plant Setup – Inconel | Duplex | Super Duplex | Ste

How We Work – End-to-End Forging Solutions At Adhvika Forge Tech, le
630 Ton Electric Screw Press Price 630-ton Electric Screw Press avai
Why Choose a Forging Consultant? Are you planning to start or upgrade
Comparing Chinese and Indian screw presses in the forging industry inv
Compare forged vs cast bucket teeth: durability, wear resistance, cost

Aluminum Crown Forging Experts – Precision, Efficiency & Durabil
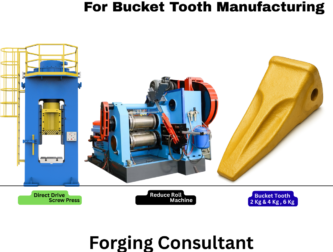
Complete Turnkey Solution for Bucket Tooth Manufacturing
Adhvika Forge Tech provides skilled forging manpower supply, covering
1️⃣ Material Selection Matters 🏗️ – Choosing the right allo
Aluminum and aluminum alloy forging involves shaping these materials t
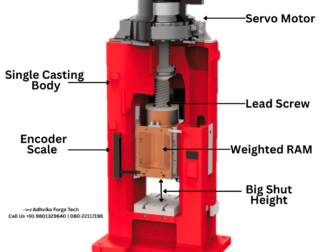
Direct Drive Electric Screw Press – Energy saving, high precision &
At Forging Consultant, we provide turnkey solutions for closed die for
High-Strength Railway Forging Components – End-to-End Solutions for
Why Forging Consultant Services Are Essential for Your Business Runnin
The forging industry is evolving rapidly, with advancements in technol

In the dynamic and demanding world of forging, where precision, effici
Amit Singh – A Global Forging Consultant Changing the Future of Forg

India Best Supplier Hot Forging Press Top 10 AD Electric Screw Press &
Discover Amit Singh’s expertise in forging consultancy and turnk

The railway forging industry is evolving fast 🚆 — blending human

Forging Consultancy Group is proud to participate in Metal Forming Exp
A Ring Rolling Machine is used to manufacture hollow, ring-shaped comp


Shaping the Future of Forging with Vision, Experience & Innovation
